منظور از HAZ چیست؟
منظور از HAZ چیست؟
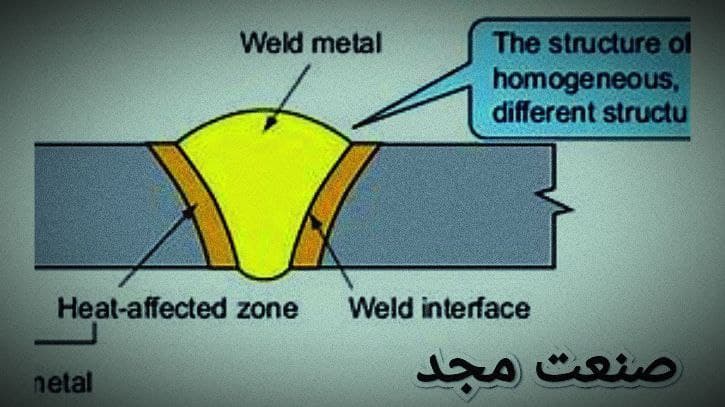
haz مخفف کلمه انگلیسی Heat Affected Zone است. که به معنای منطقه تحت تاثیر گرما می باشد. شرح تعریف این عبارت را می توان تحت تاثیر بودن فلز در هنگام و یا بعد از عملیات های حرارتی که شامل برش، جوشکاری و.. می باشد. گرمایش مرتبط با جوشکاری و یا برش معمولاً بسته به کاری که می خواهیم انجام بدهیم متغیر است یعنی نواحی که جوشکاری و یا هر عملیاتی دیگری که انجام میدهیم را تحت تاثیر دمای عملیات خود قرار داده و چرخه حرارتی گرمایش و سرمایش مرتبط با این فرآیندها منجر به تغییر ساختار های ملکولی، شیمیایی و فیزیکی قطعه کار شده یعنی آن بخش که حرارت نا مناسب و استانداردی دیده است مقاومت و استحکام خود را نسبت به نواحی دیگر ورق یا قطعه کار از دست داده است.
HAZ در جوشکاری ؟ (دلایل ایجاد مناطق متاثر از گرما چیست؟)
با توجه به روشهای مختلف ساخت و حرارت های مختلف در روش های ساخت، جوشکاری یکی از مواردی می باشد که HAZ بیشتری مشاهده می کنیم. ما باید این را در نظر بگیریم که در شرایط و مکان های حساس از افراد آموزش دیده که جوشکاری اصولی و استاندار انجام می دهند، استفاده شود. برای مثال اتصالات لوله ها پتروشیمی، منابع های گاز و مایعات اشتغال پذیر و… باید روش اصولی و استاندارد جوشکاری شود.
خب اصول یک جوشکاری این گونه است که به هنگام کار تکنسین جوشکار باید نسبت به ورق و قطعه کار از چه الکترود با چه درجه آمپری و چه روش جوشکاری را انتخاب کند.
اما در استاندارد های HAZ جوشکاری در درجات حرارت کم، سریعتر سرد میشود که نواحی HAZ آن کوچک تر نسبت به تولید گرما است. وقتی که آمپر و درجه حرارت در جوشکاری بالا باشد گرمای تولید شده دیر تر سرد شده و نواحی بیشتر را به جز مسیر جوش تحت تاثیر قرار داده و HAZ (مناطق متاثر از گرما) بیشتری را خواهیم داشت ، علاوه بر این اندازه منطقه متاثر از گرما سرعت جوشکاری تغییر می کند و هر چقدر سرعت جوشکاری کوچک تر باشد نواحی متاثر از گرما (HAZ) بزرگ تر می شود.
HAZ در برش کاری چگونه است؟
همچنین فرایند برشکاری با انواع دستگاه های برش (پلاسما،هوا برش و..) نیز در تولید HAZ به جوشکاری شباهت زیادی دارد ، یعنی هرچقدر فرایند برشکاری در دماهای بالا و سرعت آهسته انجام شود تمایل به ایجاد (HAZ) بزرگتری دارد و هرچقدر دما پایین و سرعت بالاتر رود نواحی HAZ نیز کوچک تر خواهد بود.

برش ورق با ضخامت 15 میل به وسیله دستگاه پلاسما
آیا می توان در برشی HAZ نداشت؟
جواب این سِوال بله می باشد زیرا که در آینده نزدیک با نوآوری و خلاقیت در ساخت دستگاه های برش که تکنولوژی برش بدون حرارت بالا را دارند می توان HAZ نداشت . به عنوان مثال ، برش با دستگاه واترجت HAZ ایجاد نمی کند و یا نسبت کمی دارد ، زیرا مواد را گرم و مذاب نمی کند. عملیات برش کاری انجام دهد به خاطر همین عملکرد در نواحی دیگر گرم نشده و در خواص آن تغییری به وجود نمی آید ، و یا در برش لیزری یک HAZ کوچک ایجاد می شود زیرا گرما فقط در یک منطقه کوچک اعمال می شود ، و حتی در برش پلاسما منجر به تولید یک HAZ متوسط می شود ، که با جریان های بالاتر باعث افزایش سرعت برش و در نتیجه HAZ باریک تر می شود.

وسیع ترین تولید کنند HAZ در کدام برش است؟
برش اکسی استیلن به دلیل گرما و حرارت بالا در فرایند برش کاری و سرعت آهسته و عرض شعله ، وسیع ترین HAZ را ایجاد می کند. نکته: عمق اچ ای زد با مقدار گرما سرعت عملیات و ضخامت ورق بستگی دارد.
معایب HAZ ؟
- کاهش استحکام مواد
- افزایش شکنندگی
- کاهش مقاومت در برابر خوردگی و یا ترک ، که در نتیجه HAZ خرابی هایی را به وجود می آورد.
تشخیص رنگ در HAZ (رنگ ها در HAZ )
در نتیجه استفاده از دماهای مختلف و روش های ساخت در طول فعالیت ، رنگهای متنوعی به وجود می آید که این رنگها از زرد روشن تا آبی تیره به ترتیب افزایش HAZ را به ما نشان میدهد.
نکته: وجود آلودگی در سطح ورق مانند زنگ زدگی ، روغن و … در تشکیل رنگ ها تاثیر می گذارد و هرچقدر هم مقاومت قطعه نسبت به اکسیداسیون بالاتر برود نیز شدت رنگ کمتر می شود.
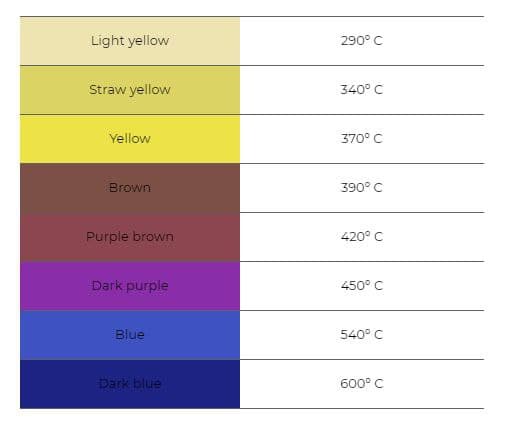 در عکس بالا شاهد رنگ ها و درجه حرارت های آن می باشیم (درجه بر حسب سانتی گراد)
در عکس بالا شاهد رنگ ها و درجه حرارت های آن می باشیم (درجه بر حسب سانتی گراد)